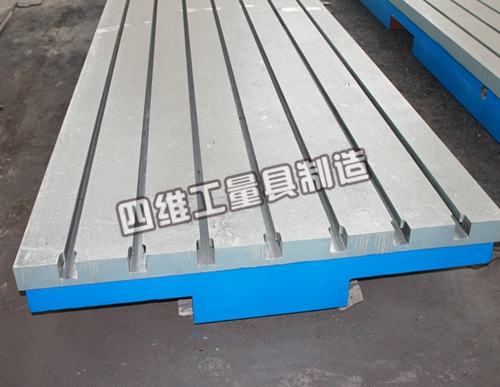
铸铁平台铁水的浇铸方法
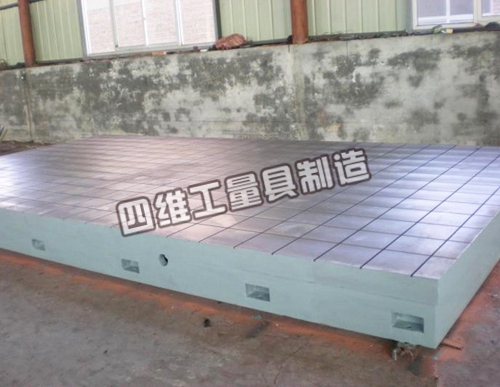
通过采取提高铸铁平台出炉温度、细化晶粒、合金化处理以及铸造工艺改进等措施,成功生产出各项力学性能均符合设计要求的铸铁平台产品,其工作面硬度值不仅达到180~230 HB,而且加工前后以及薄厚断面的硬度值也相差很小。
铸铁平台铁水的浇铸方法一般是采用高温出炉低温浇注的工艺,浇铸温度一般是1400度左右,浇注温度的提高可以使合金流动性提高,防止铸件产生浇不足、冷隔等铸造缺陷,但浇注温度过高,金属的总收缩量增加,吸气增多,氧化严重,铸铁平台铸件容易产生缩孔缩松粘砂气孔粗晶等缺陷,因此,在保证足够流动性的前提下尽量降低浇注温度。